关键词 |
太阳花工程中心电话,太阳花联系方式,散热器十,暖气片生产厂家 |
面向地区 |
全国 |
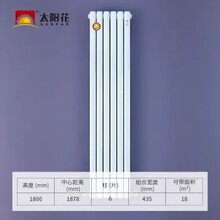
通过摆列管数的差异,高度的差异,柱数的差异,散热量也就差异,当下小编就先讲一讲钢二柱。钢二柱散热器钢管划分成直径50256030两大类(出水温度基本上为50-65℃),外表层也是环氧静电喷涂处理,外貌简单大气,大水道排热快,口径基本上划分成6分口/1寸口。较为适合用在家庭供暖用。
因此热媒来源的温度高低也是直接和根本上决定和影响散热器的具体应用实际效果。钢制二柱散热器散热器中心距也是有所不同的由400到1800mm不等的
钢制散热器因为其材料本身具备大分子的特性适宜水分子的穿透性,因此钢制散热器采暖的居室不会感觉明显的干燥,这样就非常适合人体科学,这是其他任何材料散热器都达不到家中散热器用久了,钢二柱散热器,就会发现原本洁白的墙面变黑了,像被烟熏过一样。
对于新型的低碳钢散热器、铜铝复合散热器来讲,钢三柱的可能有些笨重了,而且对比铸铁散热器来讲,其使用需要一定环境才能保障其寿命,一般适合在PH4-12之间的水质使用。
3.了解供热系统
一般供热系统有以下几种:a、集中供热 b、有家庭热水中心 c、电厂等余热供热 d、开放式无压锅炉供热 e、天然气供热
4.一定要注意辨别内防腐层
一般正规品牌散热器的内防腐材料是高压打进去的,无死角、气泡,防腐性好;小品牌散热器的内防腐层是手工灌进去的,存在死角、气泡等,防腐性差。
生产工艺编辑 播报
铜铝复合散热器
铜铝复合散热器(21张)
一、对于高密齿和舌比大的模具试模时,支铝棒是150-200mm的短铝棒或纯铝棒。
二、试模前,调整好挤压中心,挤、盛锭筒和模座出料口在一条中心线上。
三、在试模和正常生产过程中,铝棒加热温度要在480-520℃之间。
四、模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以模具芯部温度与外部温度的均匀。
五、在试模或生产前,用清缸垫清理干净盛锭筒内胆,并查看挤压机空运行是否正常。
钢制散热器实物图集
钢制散热器实物图集(14张)
六、试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
七、模具在试模或生产过程中,如发现堵模、偏齿、快慢偏差太大等现象时要立刻停机,并以点退的方式卸模,避免模具报废。
八、在试模或生产过程中,出料口通畅,垫支或夹具松劲根据出料情况合理掌握。随时观察发现异常情况,及时处理,该停机时要立即停机。
九、矫程中,要认真检测前后变化,操作规范,用力适度,严保产品质量。
十、按照生产计划单要求合理定尺,锯切时,锯齿进料速度不能太快,避免打伤端头,端头钳正,去掉飞边和毛刺。
十一、装筐要规范,包括垫条要摆放合理,避免损伤型材。
十二、型材时效温度控制在190±5℃,保温2.5-4小时,出炉后进行风冷。
| 主营行业:水暖五金 |
| 公司主营:太阳花散热器,太阳花暖气片,铜铝复合散热器,钢制散热器 |
| 主营地区:全国 |
| 企业类型:股份有限公司 |
| 公司成立时间:2022-11-01 |
| 经营模式:生产型 |
| 公司邮编:301800 |
全国散热器暖气片热销信息